|
|
9. Стендовый способ производства
9.1. Характеристика способа. 9.2. Классификация стендов. 9.3. Изготовление изделий на длинных стендах. 9.4. Изготовление изделий на коротких стендах. 9.5. Проектирование стендовых линий. 9.6. Недостатки стендовой технологии.
9.1. Характеристика способа.
Изделия изготавливаются в неподвижных формах или оборудованных для этого рабочих местах – стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, а технологическое оборудование и обслуживающие его рабочие перемещаются от одной формы на стенде к другой.
Применяется:
- Изготовление крупногабаритных изделий, крупнотоннажных изделий, сильноармированных конструкций (фермы, подкрановые балки, объемные блоки).
9.2. Классификация стендов. 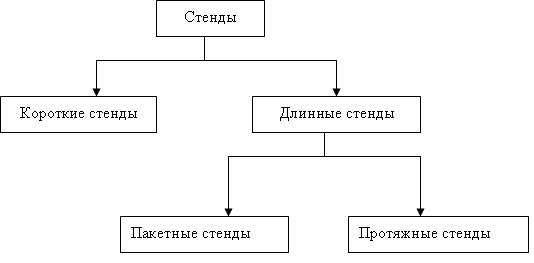 Рис. 43. Классификация стендов
Короткие – предназначены для изготовления одного изделия по длине стенда и одного – двух изделий по ширине, в горизонтальном положении: фермы, двухскатные балки.
Длинные стенды – при изготовлении нескольких изделий по длине стенда одновременно. Длина стендов до 100 м.
Пакетные стенды – арматура заготавливается в виде пакетов, как правило заготовка арматуры располагается рядом со стендом. После чего готовый пакет арматуры переносят и укладывают в захваты формы. Изготавливают изделия с небольшими поперечными размерами и компактным расположением арматуры по сечению (сваи, опоры ЛЭП и т.д.) Натяжение пакета арматуры осуществляется мощным гидродомкратом за один прием.
Протяжные стенды – арматурную проволоку сматывают с бухт, установленных в одном конце стенда, и протягивают по всей длине стенда до другого упора. Изготавливают изделия большой высоты или ширины, с большим поперечным сечением, требующих поштучного или группового натяжения стержневой арматуры (балки, прогоны, плиты).
9.3. Изготовление изделий на длинных стендах.
9.3.1. Заготовка арматурных пакетов. 9.3.2. Установка и натяжение пакетов. 9.3.3. Натяжение и отпуск арматуры. 9.3.4. Заготовка арматуры по способу ЦНИИОМТП. 9.3.5. Установка форм и бортовой оснастки. 9.3.6. Укладка бетонной смеси.
9.3.1. Заготовка арматурных пакетов.
На многих заводах сборного железобетона установлены пакетные стенды типа СМ-535 для производства предварительно-напряженных конструкций. Пакетный стенд серии СМ-535 Гипростроммаша состоит из двух формовочных линий, расположенных ниже уровня пола цеха: мелкой, предназначенной для формования изделий небольшой высоты, и заглубленной - для формования изделий высотой до 2 м (см. рис. 44) . 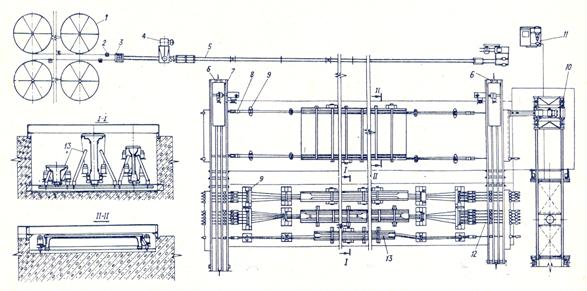 Рис. 44. Пакетный стенд типа СМ-535: 1 – катушка бухтодержателя; 2 – направляюший ролик; 3 – тормозное устройство; 4 – гидравлический пресс; 5 – конвейер протягивания; 6 – тележка для транспортирования пакетов; 7 – упорные конструкции стенда; 8 – натяжные устройства (захваты); 9 – распределительная диафрагма; 10 – натяжная машина; 11 – насосная станция; 12 – напрягаемая арматура; 13 – формы для изделий
Торцевые упоры стенда представляют собой стальные массивные рамы, сваренные из балок двутаврового сечения. Стойки упоров укрепляют в железобетонном основании; в промежутки между стойками пропускают захватные тяги для натяжения арматуры, которые по высоте можно перемещать в нужное положение. В состав пакетного стенда входят следующие агрегаты и машины: линия заготовки пакетов проволоки, устройства для транспортирования пакетов к формовочным постам, оборудование формовочной площадки стенда. Пакеты из проволоки диаметрам 2,6-3 мм изготавливают на отдельной технологической линии, оснащенной бухтодержателями и гидравлическим прессам для запрессовки зажимов на концах пакетов в цепи с приводом для протягивания пакета на необходимую длину. Бухтодержатели рассчитаны на 24 бухты проволоки и состоят из восьми групп катушек диаметрам 2 м на три штуки в каждой. Катушки расположены на вертикальной оси, одна над другой, и могут независимо вращаться. Для предотвращения свободного разматывания проволок при вращении катушек на каждой из них установлен фрикционный тормоз. Для выравнивания и получения при сборке пакетов проволок равной длины их пропускают с катушек через правильно-тормозные роликовые устройства. Гидравлический пресс для сжатия пакета проволок в волновом зажиме установлен в головной части конвейера. Наибольшее расчетное усилие прессования 180 кН. Основной частью линии сборки арматурных пакетов является длинная станина, на которой расположены каретка с захватом для протягивания собранного пакета вдоль стола и тяговая цепь для перемещения каретки (рис. 45). Сборка пакетов на арматурном стенде осуществляется в следующем порядке. Краном устанавливают бухты проволоки на бухтодержатели; концы проволок протягивают через тормозное устройство и установку для очистки проволоки, а затем заправляют их между волнистыми пластинами зажима, установленного под прессом; пластину обжимают прессом, изгибая проволоки между ними, и положение пластин фиксируют стопорными болтами или клином. 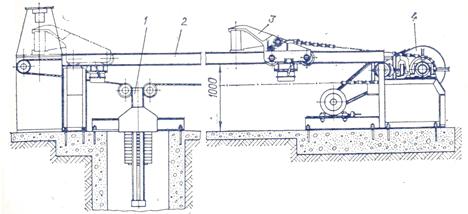 Рис. 45. Конвейер для протягивания пакетов: 1 – натяжное устройство; 2 – рама; 3 – каретка; 4 - привод
Собранный пакет соединяют с захватом каретки и, включив привод цепи, протягивают пакет на необходимую длину, которая устанавливается автоматическим конечным выключателем. Под прессом собирают второй волновой зажим и запрессовывают так же, как и первый. Затем пакет отодвигают от пресса на 300 - 400 мм и под ним в аналогичной последовательности собирают третий зажим для головной части следующего пакета. Проволоки пакета между вторым и третьим зажимами перерезают механической дисковой пилой. Готовый пакет снимают со станины съемным устройством или мостовым краном и подают к формовочному стенду.
9.3.2 Установка и натяжение пакетов.
Пакеты проволочной арматуры, перенесенные на стенд, укладывают в формы и закрепляют в захватах головных и хвостовых тяг; при этом продольная ось пакета должна совмещаться с осью захватного устройства. Если для изготовляемого изделия необходимо больше одного пакета проволоки, применяют распределительные диафрагмы. По концам стенда их крепят к специальным упорам, устанавливаемым на стенде за торцами крайних форм. На рис. 46 показана схема закрепления арматурного пакета в трех захватах и расположение захватов в опорных конструкциях стенда.
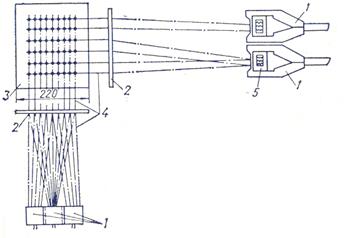 Рис. 46. Схема расположения диафрагмы и захватов (развертка): 1 – захваты; 2 – распределительная диафрагма; 3 – нижний пояс фермы; 4 – напрягаемые проволоки; 5 – волновой зажим
Конструкция и форма некоторых изделий требуют криволинейного расположения части напрягаемой арматуры (например, в двускатных балках). Приспособления для изменения направления проволок (оттягивающие устройства) устанавливают между изделиями и у их крайних торцов (рис. 47).
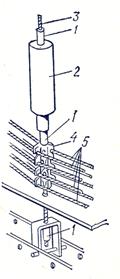 Рис. 47. Приспособление для оттяжки вниз с использованием отрезка пряди, трех зажимов и гидродомкрата с центральным отверстием: 1 – зажим пряди; 2 – гидродомкрат с центральным отверстием; 3 – анкерующий отрезок пряди; 4 – удерживающая деталь; 5 – отогнутые пряди
На заводах применяют два способа натяжения отгибаемой арматуры (рис. 48): первый - натяжение арматуры домкратом с торца формы до полного контрольного напряжения; второй - натяжение арматуры в прямолинейном положении, а затем оттягивание в проектное положение, которое фиксируется штырями. 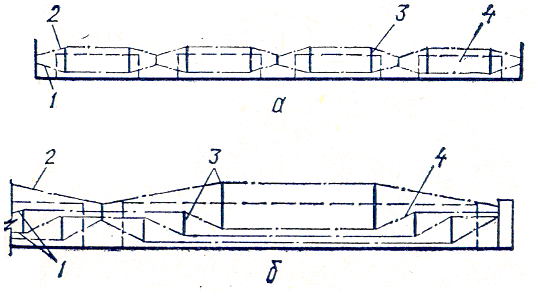 Рис. 48. Схема отгибания арматуры без приложения вертикальных сил к основанию стенда: а – однорядный отгиб; б - многорядный отгиб; 1 – рабочая арматура; 2 – монтажная арматура; 3 – распорка; 4 – железобетонное изделие
Длину заготовки арматуры Lзаг для пакетов принимают с учетом их упругого удлинения в зависимости от схемы натяжения (рис. 49): , (61) где - длина проволоки в изделии, см; - число изделий, последовательно расположенных на стендовой линии; - расстояние между смежными изделиями, расположенными в линии, см; - расстояние от торца изделия до распределительной диафрагмы, см; - расстояние между распределительной и направляющей диафрагмами, см; - расстояние от направляющей диафрагмы до конца проволоки в зажиме, см; - контролируемое напряжение, Па.
 Рис. 49. Схема определения длины арматурного пакета: 1 – упор стенда; 2 – тяга захвата; 3 – зажим; 4 – направляющая диафрагма; 5 – распределительная диафрагма; 6 – изделие в форме; 7 – арматурный пакет
9.3.3. Натяжение и отпуск арматуры.
В соответствии с «Руководством по технологии изготовления предварительно-напряженных железобетонных конструкций» натяжение напрягаемой арматуры на стендах производят в два этапа: 1 – арматуру напрягают натяжной машиной или гидродомкратом до усилия, равного 40-50% проектного, проверяют зажимные устройства, расположение арматуры, устанавливают закладные детали, каркасы и сетки и окончательно собирают формы; 2 – натяжение арматуры доводят до величины, превышающей на 10% проектную, выдерживают в течение2-5 мин, а затем снижают до проектной величины. Необходимое усилие натяжения проволочного пакета зависит от числа напрягаемых проволок, их диаметра и заданного проектного напряжения. Отпуск напряженной арматуры (обжатие бетона) производят после достижения бетоном необходимой прочности и проверки заанкеривания концов проволоки в бетоне. Фактическую прочность бетона определяют испытанием контрольных кубов; требуемую прочность бетона к моменту отпуска арматуры указывают на чертежах изделий (обычно не менее 75 % проектной прочности). Заанкеривание концов проволоки в бетоне проверяют выборочным замером величины проскальзывания концов проволоки в бетоне после отпуска натяжения с помощью индикаторов часового типа, устанавливаемых на торцах изделия. Отпуск натяжения на стендах осуществляется постепенно, в два-три этапа, натяжной машиной, которая ослабляет усилия, воспринимаемые упорами, после чего поворотом гайки на тяге обеспечивают отпуск натяжения на необходимую величину. Групповой отпуск натяжения арматуры осуществляется посредством песочных муфт, клиновых или винтовых устройств на стендах. При изготовлении нескольких предварительно-напряженных изделий, последовательно расположенных на длинной стендовой линии, следует учитывать обжатие изделий, возникающее при передаче натяжения арматуры на бетон. При отпуске натяжения изделия несколько смещаются к противоположному концу стенда.
9.3.4. Заготовка прядевой арматуры по способу ЦНИИОМТП.
Стенд оборудован тележкой-бухтодержателем, тяговой и хвостовой обоймами с блоками (роликами) и лебедкой для протягивания прядей. Способ укладки и натяжения прядевой арматуры отличается от принятого на пакетных стендах (рис. 50). 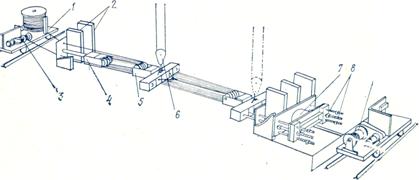 Рис. 50. Механизированная раскладка прядевой арматуры: 1 – тележка с бухтодержателем; 2 – упоры формы; 3 – лебедка для запасовки пряди; 4 – неподвижная часть полиспаста; 5 – подвижная часть полиспаста; 6 – крюк крана; 7 – натяжной домкрат; 8 – устройство для группового натяжения арматуры; 9 – лебедка
Одну обойму полиспаста неподвижно укрепляют на упорах стенда, а вторую присоединяют к тяговой лебедке и поддерживают краном в процессе протягивания. На время запасовки арматуры обоймы блоков соединяют между собой жесткими накладками, удерживающими их в неподвижном положении. Прядевую арматуру с бухты, установленной на тележке, запасовывают в систему блоков полиспаста. Конец пряди, вышедшей из последнего блока, закрепляют на упоре стенда или на неподвижной обойме. Затем обоймы разъединяют и подвижную обойму протягивают лебедкой вдоль стенда к противоположному упору. За один проход подвижной обоймы раскладывают группу прядей, равную кратности системы блоков, на длину, соответствующую расстоянию между тяговыми и хвостовыми захватами (рис. 51). Для выбора слабины прядей протягиваемую арматуру наматывают обратно на барабан, после этого обрезают и закрепляют прядь на упоре цанговым или клиновым зажимом. Тяговую обойму соединяют со штоком домкрата и производят групповое натяжение арматуры.
Как показывает опыт, применение прядевой арматуры позволяет в 1,5-2 раза сократить продолжительность оборота стенда и не менее чем в 2 раза уменьшить трудовые затраты на заготовку и натяжение арматуры. 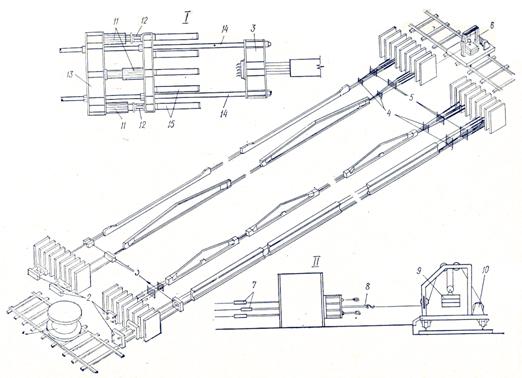 Рис. 51. Схема стенда для изготовления конструкций с канатной арматурой: I – натяжение канатов домкратом из комплекта ДГЗ-300; II – схема выравнивания усилий в канатах грузовой станцией; 1 – бухта с арматурным канатом; 2 – натяжные устройства; 3 – захваты; 4 – фиксирующие диафрагмы; 5 – распределительные диафрагмы; 6 – грузовая станция; 7 – одиночные тяги; 8 – оголовок тяги для захвата грузовой станции; 9 – груз; 10 – лебедки; 11 – домкраты ДГЗ-300; 12 – вкладыши; 13 – подвижная балка; 14 – тяга; 15 – упоры стенда
9.3.5. Установка форм и бортовой оснастки.
При формовании изделий в вертикальном положении (например, двускатных балок и прогонов) применяют два типа форм: с откидными бортами, шарнирно прикрепленными к поддону, и со съемными приставными бортами, которые при сборке крепятся к поддону стальными клиньями. Недостатком форм с откидными бортами является быстрая изнашиваемость шарниров и неудобство при сборке и установке арматуры. Торцы форм образуются съемными торцовыми стенками, которые крепятся к бортам и имеют отверстия для пропуска арматуры. При формовании изделий в горизонтальном положении на стенде (например, ферм) применяют опалубку в виде бортовой оснастки, которая состоит из стальных бортовых элементов; в местах примыкания бортовые элементы крепятся клиновыми замками. Для повышения производительности стенда необходимо обеспечить возможность непрерывного формования изделий одной технологической линии.
9.3.6. Укладка бетонной смеси.
Бетонирование изделий начинают после натяжения проволочных пакетов, установки ненапрягаемой арматуры и закладных деталей, сборки форм на одной технологической линии по всей длине стенда. Бетонную смесь доставляют к стенду и перегружают в бункер бетоноукладчика, который снабжается устройствами, облегчающими загрузку бетонной смеси в формы. При изготовлении линейных элементов с небольшими поперечными сечениями (например, поясов, и решеток ферм) к бункеру бетонораздатчика подвешивают гибкий хобот (рукав). 9.4. Изготовление изделий на коротких стендах.
9.4.1. Изготовление ферм на стенде. 9.4.2. Производство длинномерных изделий.
В современной заводской практике широкое распространение получили короткие стенды для изготовления предварительно-напряженных конструкций: типовых панелей покрытий длиной 12 и 18 м, колонн и балок каркасных зданий, мало уклонных покрытий длиной 24 м, сегментных ферм. Частая смена оснастки на длинных стендах существенно увеличивает трудоемкость работ и металлоемкость конструкций. Гибкая технология на коротких стендах преимущественно в вибротермоформах, позволяет повысить в 2-4 раза их оборачиваемость, снизить трудоемкость формования и сократить число форм.
9.4.1. Изготовление ферм на стенде.
На коротких стендах изготавливают фермы с предварительно-напряженным нижним прямолинейным поясом (сегментные, безраскосные) и с параллельными поясами. На ряде заводов применяют короткие стенды для одновременного изготовления в горизонтальном положении двух сегментных ферм пролетом 24 м. Железобетонная балка сечением 1,2х1,1 м воспринимает усилия от натяжения арматуры; по обе стороны балки на бетонном основании расположены металлические формы (рис. 52). 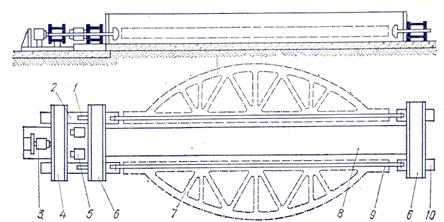 Рис. 52. Короткий стенд для изготовления двух изделий: 1 – паз для вкладыша; 2 – натяжные штанги-захваты; 3 – гидродомкрат возврата; 4 – натяжная балка; 5 – гидродомкраты ГД-200; 6 – неподвижная балка; 7 – ферма; 8 – железобетонная распорная балка; 9 – напрягаемая арматура; 10 – неподвижные штанги-захваты
Перпендикулярно к одному из торцов распорной балки расположена неподвижная упорная двутавровая балка с короткими штангами-захватами для напрягаемой арматуры. На противоположном конце балки закреплены такая же неподвижная и подвижная упорные балки. Подвижная балка установлена на катках и имеет натяжные штанги-захваты. Между подвижной и неподвижной балками размещены два одноходовых домкрата типа ДГ-200 грузоподъемностью по 200 т, работающие от насосной установки. Для возврата подвижной балки в исходное положение с ее противоположной стороны установлен третий гидродомкрат. После укладки стержневой или прядевой арматуры в тяги-захваты подвижной и неподвижной балок можно производить ее одновременное натяжение двумя гидродомкратами. В первую очередь выполняют монтажное натяжение, а после установки каркасов и закладных деталей - полное проектное натяжение. В пазы штанг вставляют фиксирующие клинья, после чего можно снять давление в гидроцилиндрах и передать усилие от напрягаемой арматуры на распорную балку. Фермы бетонируют, после чего стенд закрывают колпаком для тепловой обработки или осуществляют прогрев непосредственно в термоформах. При массовом производстве рационально изготовление ферм на специальном механизированном стенде с поворотной формой, примером которого может служить установка, предназначенная для формования железобетонных предварительно-напряженных ферм ФБМ-241У длиной 24 м (рис. 53). 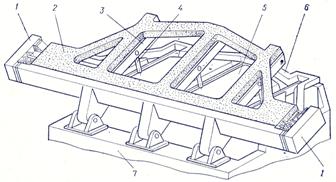 Рис. 53. Схема установки «ФЭГУС-24» для формования ферм: 1 – траверса; 2 – изделие; 3 – поворотная рама; 4 – гидроцилиндр; 5 – кессон; 6 – опорная рама; 7 – основание
Для удобства обслуживания установки поворотную раму поднимают на некоторый угол, и после укладки арматуры опускают в положение формования. Затем устанавливают торцовые борта и закладные детали, в форму подают бетонную смесь и уплотняют ее вибропротягиванием. Тепловую обработку выполняют в термоформе; при этом верхнюю открытую поверхность изделия заливают слоем воды толщиной 20-40 мм, для чего по контуру формы предусмотрены дополнительные бортики. По окончании тепловой обработки торцовые борта снимают, и гидроцилиндрами поднимают поворотную раму вместе с изделием в наклонное положение, выпрессовывая его из формы. Затем отрезают анкерные концы напряженных арматурных стержней и транспортируют изделие в вертикальном положении на склад. После этого форму чистят, смазывают и приступают к формованию следующего изделия. Технологическая последовательность изготовления ферм одинакова при работе на различных стендах: заготовка проволоки и прядей; установка форм, ненапрягаемой арматуры и закладных деталей; натяжение арматуры нижнего пояса механическим или электротермическим способом; формование и тепловая обработка изделий; передача усилий предварительного напряжения с упоров стенда на отвердевший бетон изделия; распалубка и съем изделия со стенда. При правильной организации работ продолжительность одного цикла по изготовлению двух ферм или балок равна одним суткам.
9.4.2. Производство длинномерных изделий.
Для выпуска крупноразмерных железобетонных конструкций, в частности длинномерных балок, применяют механизированные стендовые установки для формования балок в рабочем положении. Формовочная установка состоит из поддона, откидных продольных бортов и съемных торцовых бортов (рис. 54). По торцам поддона размещены траверсы-захваты для напрягаемой арматуры, одна из которых подвижная. Продольные борта формы открываются на 900 гидравлическим приводом; при закрывании бортов посредством рычажно-шарнирного устройства одновременно устанавливают в рабочее положение подмости для обслуживания установки. 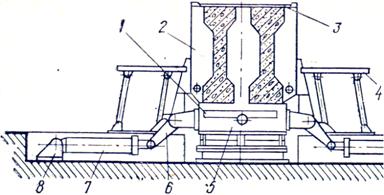 Рис. 54. Схема стенда для изготовления крупноразмерных железобетонных балок:1 – траверса для натяжения арматуры; 2 – откидные продольные борта; 3 – съемные торцовые борта; 4 – складные подмости; 5 – поддон; 6 – рычаг; 7 – гидроцилиндр; 8 – кронштейн.
К траверсам установки прикреплен вибропривод мощностью 30 кВт с горизонтально-круговыми колебаниями. Применение в стендовом производстве вибропривода позволяет механизировать процесс уплотнения бетона и значительно сократить его продолжительность, обеспечивая высокое качество изделий. Перед началом работы для удобства обслуживания и укладки арматуры продольные борта формы откинуты в горизонтальное положение. После укладки напрягаемых арматурных стержней в упоры траверсы собирают и закрепляют остальную арматуру и закладные детали, а затем гидроприводами закрывают продольные борта, одновременно устанавливая площадки обслуживания. Далее ставят торцовые борта и болтовые стяжки между продольными бортами формы. Домкратами производят групповое натяжение всех 18 стержней арматуры; величина натяжения автоматически контролируется фиксирующим клином. Бетоноукладчик подает бетонную смесь непосредственно в форму. По окончании формования в полости формы подается пар; тепловая обработка длится 15 ч. При распалубке раскрывают продольные борта, затем обрезают стержни арматуры, извлекают изделие краном и транспортируют его в стеллаж для выдерживания.
9.5. Проектирование стендовых линий.
1) Выбор типа стендов:
- длинные – ограниченная номенклатура изделий; - короткие – широкая номенклатура изделий.
2) Расчет производительности технологического цикла:
, (62)
где - продолжительность подготовки стендовых форм к следующему циклу (чистка, смазка); - продолжительность подготовки на стенде арматурных элементов и натяжение арматуры, укладка ненапрягаемых арматурных стержней; - укладка и уплотнение бетонной смеси; - тепловая обработка с установкой и съемом необходимых утепляющих устройств (крышек и т.п.); - распалубка изделий и транспортирование на пост осмотра и доводки; - контроль качества изделий, работы по повышению заводской готовности; - перерывы внутри смены.
, (63) где - годовой фонд рабочего времени, сут; - число оборотов стенда в сутки:
, (64) где - суммарный объем всех одновременно формуемых изделий.
9.6. Недостатки стендовой технологии (технологические).
- Взаимозависимость операций на длинных стендах. - Затруднено использование интенсивных методов уплотнения: - местное вибрирование; - вибрирование глубинным вибратором; - вибрирование поверхностными вибраторами. Тем самым ограничивается жесткость бетонной смеси. - При ТВО возникают потери напряжения, таким образом, необходимо снижать температуру изотермии (при ТВО).
|