|
|
15. Формование ЖБИ прессованием
15.1. Фильтрационное прессование. 15.2. Роликовое прессование. 15.3. Радиальное прессование.
15.1. Фильтрационное прессование.
Фильтрационное прессование - формование плоских плитных конструкций из пластичных бетонных смесей.
Сущность метода: А) В форму укладывают фильтрующий элемент (фильтрующая бумага). Далее устанавливают арматурный каркас. 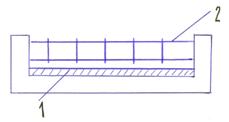 Рис. 80.1. Фильтрационное прессование: укладка фильтра 1 и установка арматурного каркаса 2
Б) В подготовленную форму подают бетонную смесь. 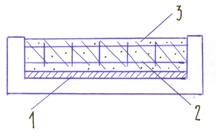 Рис. 80.2. Фильтрационное прессование: подача бетонной смеси 3
В) На открытую поверхность бетонной смеси настилают фильтрующий элемент (фильтрующая бумага). 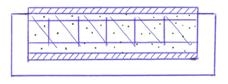 Рис. 80.3. Фильтрационное прессование: настил фильтрующего элемента
Г) Форму перемещают под пресс. Под давлением 2,5–2,7 МПа бетонная смесь с В/Ц=0,7–1 прессуется, вода (избыточная) отжимается фильтрующими элементами. На поверхности образуется слой цементного теста.
Д) После 5 часов естественного твердения прочность бетона составляет 20 – 24 Мпа. Толщина формуемых изделий = 200 мм, максимальные размеры изделий – 6х3 м.
Данный способ позволяет получать изделия с гладкой поверхностью не требующей дополнительных затрат при отделке изделий.
15.2. Роликовое прессование.
- Данный способ формования был предложен для изготовления плоских изделий из сверхжестких бетонных смесей.
Сущность метода: А) Под вращающимся роликом при многократной подсыпке бетонной смеси образуется плотный объем смеси. При поступлении новых порций бетонной смеси происходит перетирание слоев, при этом частицы бетонной смеси максимально уплотняются. 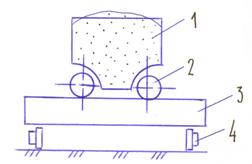 Рис. 81. Роликовое прессование: 1 – раздаточный бункер; 2 – формующие ролики; 3 – форма; 4 – рольганг.
Б) Перед началом формования ролики устанавливаются под пустой формой и приводятся во вращательное движение.
В) При формовании форма поступательно перемещается под роликами. . Г) Через бункер под ролики засыпают бетонную смесь с Ж = 300 с., которая непрерывно закатывается в форму. Диаметр прессующих роликов = 100 – 300 мм; длина = 100 – 600 мм; толщина формуемого изделия = 200 мм; скорость формования = 0,5 – 1,5 м/мин.
Данный способ формования эффективен при изготовлении плит аэродромных покрытий, дорожных, тротуарных плит, бортового камня, решетчатых армоцементных изделий.
15.3. Радиальное прессование.
Радиальное прессование - один из наиболее распространенных способов формования трубчатых изделий. При радиальном прессовании уплотнение бетонной смеси обеспечивается за счет радиального давления, передаваемого на бетон в результате вращения прессующей головки, имеющей лопасти или ролики.
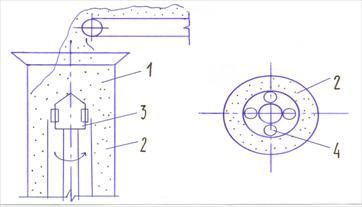 Рис. 82. Радиальное прессование: 1 – бетонная смесь; 2 – стенка бетонной трубы; 3 – прессующая головка; 4 – ролики
- Вращаясь, головка за счет центробежных сил распределяет бетонную смесь по стенкам формы. Цилиндрическая часть прессующей головки выполняет роль уплотняющего устройства, а ролики выполняют роль заглаживающего элемента. - Частота вращения прессующей головки = 80 – 300 мин-1. Формование труб радиальным прессованием предусматривает использование жестких бетонных смесей. Этот метод используется при формовании бетонных и железобетонных безнапорных труб диаметром 100 – 2000 мм; длиной до 3600 мм. |