|
|
7. Агрегатно-поточный способ производства
7.1. Характеристика способа. 7.2. Схема организации линии. 7.3. Производство плит пустотного настила при агрегатно-поточной технологии. 7.4. Производство ячеистых бетонов. 7.5. Проектирование агрегатно-поточного производства.
7.1. Характеристика способа.
Это метод производства ЖБИ с перемещением форм с одного поста на другой, на которых выполняются определенные виды операций. Перемещение форм осуществляется мостовыми кранами. Агрегатно-поточный способ получил широкое распространение там, где требуется выпуск широкой номенклатуры изделий. Гибкость данного способа позволяет путем смены и переналадки оборудования осуществлять переход от выпуска одного типа изделий к выпуску другого. При агрегатно-поточном способе производства ЖБИ капиталовложения ниже чем у конвейерного способа, но выше чем у стендового, а трудозатраты выше чем у конвейерного способа, но ниже чем у стендового.
7.2. Схема организации линии. 1) Типовая линия  Рис. 29. Схема типовой линии агрегатно-поточного способа производства ЖБИ: 1 – распалубка изделий; 2 – чистка, смазка формы; 3 – укладка арматуры (пост армирования изделия);4 – формование изделия (пост формовки); 5 – доводка изделия; 6 – ТВО; А – подача арматуры; Б – подача бетонной смеси; И – выдача изделия на склад; Ф1 – перемещение формы; Ф2 – перемещение формы с арматурой на пост формования; Ф3 – перемещение формы в камеру ТВО; Ф4 – перемещение формы на пост распалубки. 2) Схема с операционным роликовым рольгангом.  Рис. 30. Схема агрегатно-поточной линии с операционным роликовым рольгангом 1 – распалубка изделий; 2 – чистка, смазка формы; 3 – укладка арматуры (пост армирования изделия); 4 – формование изделия (пост формовки); 6 – ТВО; А – подача арматуры; Б – подача бетонной смеси; И – выдача изделия на склад.
Рольганг – роликовый конвейер для снижения затрат на крановые операции. С поста распалубки на пост чистки и смазки формы, а затем на пост армирования – форма перемещается по роликовому конвейеру (рольгангу).
1) Двухветвевая с передаточной тележкой.
Производительность поточно-агрегатной линии определяется продолжительностью цикла формования изделий. Все эти схемы отличаются друг от друга степенью специализации. По типовой схеме специализация затруднена, так как в данном случае наблюдается укрупнение (сочленение) постов. Некоторые операции при поточно-агрегатном способе производства выполняются одновременно (параллельно), например: - распалубка, осмотр изделий, подготовка форм совмещается по времени с формованием. Оборудование, используемое при агрегатно-поточном способе производства ЖБИ:
- мостовые краны (как правило, в пролете два мостовых крана: один задействован на отгрузке изделий на склад СГП; второй задействован на формовании изделий); - самоходные тележки для вывоза готовой продукции на склад; - виброплощадки; - специальные формовочные машины (штампы, центрифуги, прессы, пустотообразующие машины); - бетоноукладчики; - рольганги; - формоукладчики.
7.3. Производство плит пустотного настила.
Формовочные машины с выдвижными вибровкладышами различной конструкции широко применяют для изготовления многопустотных панелей, безнапорных труб, элементов пустотных колонн и опор линий электропередач. В таких машинах обычно предусматривают удаление бортоснастки и вкладышей после формования. Промышленность выпускает формовочные машины для изготовления многопустотных панелей с максимальными размерами в плане 6260х1990 мм и высотой 220 мм, с напряженной или обычной каркасной арматурой. Комплект сменных вибровкладышей дает возможность формовать панели разной ширины с круглыми пустотами. Комплект оборудования формовочной установки типа СМЖ-24 показан на рис. 31. 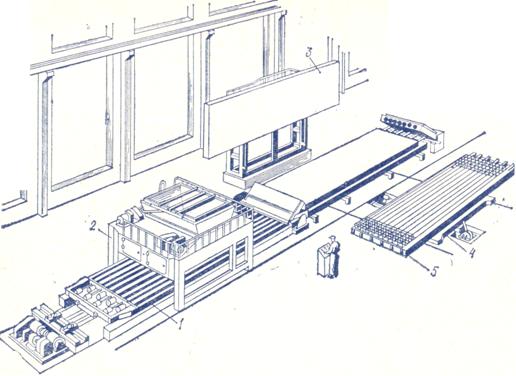 Рис. 31. Общий вид автоматизированной формовочной установки
В ее состав входят: формовочная машина с вибровкладышами 1, бетоноукладчик 2, вибропригрузочный щит 3 и формоукладчик 4. Изделия формуют на поддонах; бортовая оснастка удаляется сразу после формования. Продольные борта передвигаются вместе с вибровкладышами, а поперечные откидываются на шарнирах посредством рычагов, связанных с кареткой формовочной машины. Вибропригрузочный щит применяют при формовании пустотных панелей из бетонных смесей жесткостью 30 ... 60 с, сокращая этим продолжительность формования в 1,5-2 раза. Для возможности формования других изделий на формовочном посту иногда устанавливают также виброплощадку. Технологический процесс осуществляется следующим образом. Поддон с напряженной арматурой, подготовленный для панели и установленный автоматическим захватом на тележку с подъемной платформой, перемещается к формовочному посту и устанавливается между ограничивающими упорами формовочной платформы. Каретка машины с укрепленными на ней вибровкладышами и продольными бортами надвигается на поддон; одновременно на него опускаются поперечные борта, образуя контур формуемой панели. В форму укладывается верхняя арматурная сетка с приваренными к ней вертикальными каркасами и транспортными петлями. При движении бетоноукладчика вдоль поста в форму подается примерно половина требуемого объема бетонной смеси с одновременным уплотнением ее вибровкладышами. При повторном проходе бетоноукладчика укладывается и разравнивается остальная часть бетонной смеси; одновременно на поверхность изделия опускается вибропригрузочный щит и снова включаются вибровкладыши. Виброщит поднимают с изделия после извлечения вибровкладышей, вместе с которыми удаляются продольные и поперечные борта формы. Краном, оборудованным автоматическим захватом, снимают поддон с отформованным изделием и направляют его в камеру тепловой обработки, где устанавливают на автоматически опускающийся кронштейн. Продолжительность выполнения операций на каждом посту примерно одинакова, что позволяет организовать поточное производство с ритмом 15 мин. На ряде заводов применяют формование многопустотных панелей перекрытия на базе формовочной установки, позволяющей выполнять все операции в автоматическом режиме, включая немедленную распалубку отформованных изделий. При автоматическом режиме управления формоукладчик устанавливает на виброплощадку очищенный и смазанный поддон с натянутой стержневой арматурой; вначале закрываются продольные, а затем поперечные борта оснастки, вводятся вкладыши в отверстия поперечных бортов. Вручную устанавливаются только подъемные петли и вертикальные арматурные сетки. Благодаря интенсивной совместной вибрации площадки и пустотообразователей можно формовать бетонные смеси жесткостью 20...30 с, что снижает расход цемента и улучшает качество поверхности изделий, а конструкция поддона с продольными полубортами полностью исключает утечку цементного молока. Комплект оборудования линии типа СМЖ (рис. 32) состоит из формовочной машины, бетоноукладчика, самоходного портала и опор формовочного и подготовительного постов. Основной процесс происходит на посту формования: здесь производят подачу поддонов на пост, установку бортоснастки, ввод пустотообразователей, укладку бетона и его уплотнение с пригрузом, немедленную распалубку отформованного изделия. 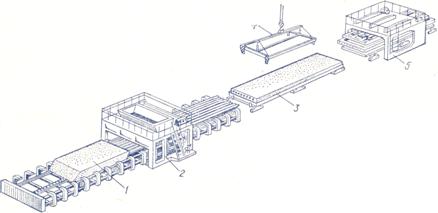 Рис. 32. Комплект для формования многопустотных панелей: 1 – формовочная машина СМЖ-227; 2 – бетоноукладчик СМЖ-69; 3 – поддон СМЖ-229; 4 – автоматический захват; 5 – самоходный портал СМЖ-228. Формовочная машина СМЖ-227 имеет механический привод передвижения каретки с пустотообразователями. Каретка представляет собой сварную раму с ходовыми колесами. На передней балке рамы помещены кронштейны для крепления вкладышей, изготовленных из труб диаметром 159 мм с конусообразными концами для точного совмещения с отверстиями в торцовом борте оснастки. Переналадка машины на другой типоразмер изделия сводится к съему или установке вибровкладышей на каретке. Самоходным порталом СМЖ-228, имеющим общую колею с бетоноукладчиком, транспортируют поддон и устанавливают его на опоры поста формования; затем опускают бортоснастку, которая фиксируется на штырях поддона. Портал возвращается на пост подготовки, освобождая пост формования для бетоноукладчика и пустотообразующей машины. Бетоноукладчик СМЖ-69 разравнивает нижний слой бетонной смеси; после этого в форму вдвигаются пустотообразователи, форма заполняется бетонной смесью, которая уплотняется вибровкладышами; затем портал перемещают на пост формования, а на изделие опускают пригрузочный виброщит. Применение дистанционного программного управления всем комплексом оборудования сокращает цикл формования до 10 мин. После извлечения вкладышей сначала поднимают пригрузочный щит, который фиксируется в верхнем положении, а затем бортоснастку, состоящую из двух продольных и двух торцовых бортов, соединенных между собой рычагами. В бортах оснастки установлены четыре пневмоцилиндра, которыми борта раздвигаются при распалубке. Поддоны с отформованными изделиями транспортируются краном с автоматической траверсой-захватом. Схемой технологической линии предусматривается подготовительный пост, где на поддон укладывают прутковую арматуру с натяжением ее электротермическим способом. Затем портал перемещают на пост для подъема поддона и подачи его к формовочному посту. В дальнейшем технологический цикл повторяется. Для формования многопустотных панелей применяют малоподвижные бетонные смеси с осадкой конуса 2 ... 3 см и крупностью щебня не более 20 мм (во избежание возможного заклинивания между вкладышами и перегрузки на приводе каретки).
7.4. Производство ячеистых бетонов.
7.4.1. Основные свойства ячеистых бетонов. 7.4.2. Классификация ячеистых бетонов. 7.4.3. Материалы для приготовления ячеистых бетонов и требования к ним. 7.4.4. Приготовление ячеистых бетонных смесей. 7.4.5. Формование изделий из ячеистых бетонных смесей. 7.4.6. Технологические линии по производству изделий из ячеистых бетонов.
7.4.1. Основные свойства ячеистых бетонов. Ячеистый бетон представляет собой искусственный пористый камень, с равномерно распределенными порами размером до 3 мм, получаемый из правильно подобранной смеси вяжущего, воды, тонко дисперсного кремнеземистого компонента и порообразователя после ее формования и твердения. Объемный вес ячеистого бетона может быть в пределах 350—1300 кг/мг. Пористая структура ячеистых бетоном образуется: - введением в смесь газообразующих веществ; - смешением жидкой массы с предварительно взбитой устойчивой пеной; - введением в раствор избыточного количества воды с последующим ее испарением. Наиболее распространены первые два способа получения ячеистых бетонов.
7.4.2. Классификация ячеистых бетонов. Ячеистые бетоны в зависимости от технологии изготовления, назначения и вида применяемых материалов делятся на следующие группы: - по способу образования пористой структуры — пенобетоны (пеносиликаты) и газобетоны (газосиликаты): - по виду вяжущего — газобетоны, пенобетоны и др. с применением портландцемента, цементно-известкового (смешанного) и известково-нефелинового вяжущего; газосиликаты, пеносиликаты и др. с применением извести; газошлакобетоны, пеношлакобетоны и др. с применением доменных шлаков с активизирующими добавками (извести и гипса); - по виду кремнеземистого компонента — газосиликаты, пенобетоны и др. с применением молотого песка; газозолобетоны, пенозолосиликаты, с применением золы-уноса ТЭЦ вместо песка; - по характеру тепловлажностной обработки — автоклавные и безавтоклавные; автоклавные бетоны изготовляют на извести или смешанном вяжущем (применение одного портландцемента нерационально); безавтоклавные бетоны но условиям твердения можно изготовлять только на портландцементах; наиболее распространены автоклавные газосиликаты (более экономичны по сравнению с цементными бетонами) - по области применения — теплоизоляционные объемным весом в высушенном состоянии 500 кг/м3 и менее; конструктивно-теплоизоляционные (для ограждающих конструкций) объемным весом от 500 до 900 кг/м3; конструктивные объемным весом от 900 до 1200 кг/м3.
7.4.3. Материалы для приготовления ячеистых бетонов и требования к ним. Вяжущие: портландцемент, пуццолановый и шлаковый портландцементы, пластифицированный портландцемент и другие цементы на основе портландцементного клинкера, нефелиновый цемент, известь-кипелка молотая, известь-пушонка гашеная. Кремнеземистые компоненты: песок кварцевый молотый, песок кварцевый мелкий немолотый типа маршалит, зола-унос пылеугольного сжигания, шлак доменный или котельный молотый, молотые трепел, туф, пемза, глинит и др. Пенообразователи: клееканифолъный (клей костный или мездровый, канифоль и едкий натр), смолосапониновый (мыльный корень), алюмосульфонафтеновый (керосиновый контакт, едкий натр и сернокислый глинозем), препарат ГК (гидролизованная кровь и сернокислое железо). Газообразователи: тонкодисперсный порошок (пудра) алюминия (ПАК-2, ПАК-3 и ПАК-4), пергидроль (раствор перекиси водорода). Ускорители схватывания для цемента: хлористый кальций, жидкое стекло, полуводный гипс, сернокислый глинозем. Замедлители схватывания для извести: ГК, меласса, жидкое стекло, полуводный гипс, сульфитно-спиртовая барда. Вода. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К МАТЕРИАЛАМ ДЛЯ ЯЧЕИСТОГО БЕТОНА Цемент следует применять малоалюминатпый портландский марки не ниже 400. Для получения газобетона на смешанном вяжущем допускается применять шлакопортландцемент марки не ниже 400. Начало схватывания цемента должно наступать для изделии толщиной до 20 см не позднее 3 ч, для изделий толщиной до30 см не позднее 2 ч 30 мин и для изделий толщиной более 30 см не позднее 2 ч. Известь-кипелка молотая должна отвечать требованиям ГОСТ 9179—50 «Известь строительная». По тонкости помола известь должна характеризоваться остатком на сите № 02 и проходом через сито № 008 не менее 85%. Для приготовления ячеистых бетонов применяют известь но ниже II сорта, характеризуемую скоростью гашении от 10 до 25 мин. По химическому составу известь должна содержать активную СаО не менее 70%, а общее количество SiO2+А12О3 не должно превышать 20%. Песок следует использовать кварцевый с содержанием SiO2 не менее 70%. Тонкость помола песка должна характеризоваться остатком на сите № 02 не более 10% и проходом через сито № 008 не менее 60%. Песок не должен иметь органических примесей. Потери при прокаливании золы-уноса должны быть менее 6% в случае изготовления изделий из пенозолобетона и менее 10%—из газозолобетона, применяемых в наружных ограждениях, и не более 15% —для изделий, применяемых во внутренних элементах здания, не подвергающихся периодическому замораживанию и оттаиванию. Количество SiO2 должно быть не менее 40%, МgО и SО3 —не более чем по 3%, А1203 —не более 30%, Fe203 — не более 15%. Удельная поверхность золы-уноса — в пределах 2000—4000 см2/г. Материалы для пенообразователей и газообразователей должны отвечать требованиям следующих ГОСТов: клей — ГОСТ 2007—47 «Клей костный, или ГОСТ 3252—46 «Клей мездровый», канифоль — ГОСТ 797—55 «Канифоль сосновая»; едкий натр — ГОСТ 2263—59 «Натрий едкий технический»; мыльный корень — ГОСТ 4303 «Корень мыльный белый»; сернокислое железо — ГОСТ 4148—48 «Железо сернокислое закисное»; хлористый аммоний — ГОСТ 3773—47 «Аммоний хлористый»; керосиновый контакт — ГОСТ 463—53 «Контакт Петрова» (нефтяные сульфокислоты, II сорт); сернокислый глинозем — ГОСТ 5155—49 «Глинозем сернокислый»; алюминиевая пудра — ГОСТ 5494—50; пергидроль технический — ГОСТ 177—55. Пена, приготовленная па любом из указанных пенообразователей, должна удовлетворять следующим требованиям: осадка через 1 ч — не более 10 мм, отход жидкости через 1 ч — не более 80 см3; кратность—не менее 20.
7.4.4. Приготовление ячеистых бетонных смесей. Приготовление ячеистых бетонных смесей состоит из следующих операций: подготовки вяжущих и кремнеземистого компонента (помол извести и песка, совместный или раздельный, домол цемента); подготовки газообразователя или приготовления водного раствора пенообразователя; приготовления теста или раствора перемешиванием вяжущего с водой или вяжущего с кремнеземистым компонентом и водой; приготовления пены взбиванием водного раствора пенообразователя с воздухом (при получении пенобетона или пеносиликата); получения ячеистой смеси введением в состав теста или раствора газообразователя или смешиванием его с пеной.
1. Помол материалов Помол кремнеземистого компонента производят по сухому или мокрому способу. Целесообразнее применять мокрый способ помола, как более производительный и обеспечивающий лучшие санитарно-гигиенические условия работы персонала в цехе. Кроме того, мокрый способ помола более экономичен: удельный расход электроэнергии на единицу измельченного материала примерно на 10—25% ниже, чем при сухом помоле. При производстве ячеистых силикатных бетонов совместный помол комовой извести и песка осуществляют только сухим способом; это вызывается технологической необходимостью избежать при помоле преждевременного гашения извести-кипелки. Помол кремнеземистого компонента мокрым способом осуществляют при консистенции шлама по Суттарду 10—12 см, что соответствует его влажности 40—50%. Помол производят в обычных шаровых мельницах или в дезинтеграторах ударного действия (ячеистые бетоны, полученные из размолотого на дезинтеграторах материала, называются ячеистыми силикальцитами).
2. Подготовка порообразователей а) Подготовка газообразователей Частицы алюминиевой пудры имеют на поверхности парафиновую пленку, препятствующую химическим реакциям. Для удаления этой пленки необходимо пудру прокалить при температуре 150—200˚ С в течение 3—5 ч. Прокаливание производят в электропечах на противнях. Слой пудры составляет I—2 см. Так как пудра взрывоопасна, прокаливать ее необходимо и специальном изолированном помещении. Пергидроль применяют и разбавленном виде концентрацией около 7—10%. Промышленный пергидроль 30%-ной концентрации перед применением разбавляют удвоенным или утроенным количеством холодной воды, соответственно уменьшая дозу воды, подаваемой в растворомешалку. б) Приготовление пенообразователей Клееканифольный пенообразователь приготовляют смешиванием клеевого раствора с канифольным мылом. Клей (животный костный или мездровый) разбивают на куски размером 2—3 см, загружают в металлический бак типа клееварки (с двойным дном) и заливают примерно таким же количеством воды комнатной температуры на 20—24 ч. Варят его до получения однородной массы в течение 1,5—2 ч при температуре 40—50° С. Канифольное мыло приготовляют из канифоли, предварительно раздробленной и просеянной через сито с отверстиями 5 мм, и щелочи (едкого натра, углекислого натрия, углекислого калия). Раствор щелочи нагревают до кипения и всыпают в него раздробленную канифоль при непрерывном перемешивании. Соотношение веса канифоли в кг от объема щелочного раствора в л 1:1. Кипячение производят в течение 1,5—2 ч до исчезновения комков или крупинок канифоли и приобретения раствором однородного цвета. Затем доливают горячую воду с температурой 70˚С до первоначального объема взятой щелочи, и канифольному мылу дают остыть. Смешивают калифольное мыло с клеевым раствором в соотношении 1 : 1,5 по весу. Хранят клееканифольный пенообразователь в закрытой деревянной, стеклянной или глиняной посуде в прохладном месте. Срок хранения его в холодное время не более 20 дней, в жаркое— до 10 дней. Перед употреблением пенообразователь разводят в горячей (45—55˚С) воде в пропорции 1:5 по объему (пенообразователь : вода). Этот состав называется концентрированным, в таком виде он подается в пеновзбиватель. Пенообразователь ГК готовят из гидролизованной крови и сернокислого железа (железный купорос) или сернокислой меди (медный купорос). Гидролизованную кровь получают с мясокомбинатов или боен. Хранить ее можно в бочках при t = 15-20°С в течение не более 5 месяцев/ Для приготовления 15%-ного раствора сернокислого железа необходимо в 1 л охлажденной до 40—45° С кипяченой воды растворить при частом перемешивании 175 г сернокислого железа. Охлажденный раствор гидролизованной крови смешивают с раствором сернокислого железа 15%-ной концентрации в пропорции 100:30 по объему, вливая последний небольшими порциями при тщательном перевемивании. Полученный пенообразователь можно хранить в закрытой посуде продолжительное время. На 1 м3 пенобетона расходуют 2—5 кг гидролизованной крови и 0,17 — 0,2 кг сернокислого железа. в) Технические требовании, предъявляемые к пене Пена, приготовленная на любом из перечисленных пенообразователей, при испытании на приборе ЦНИПС-1 должна удовлетворять следующим требованиям: осадка ............................. не более 10 мм/ч отход жидкости ............. не более 80 см3 кратность .......................не менее 10 Осадка пены выражает ее способность длительное время находиться на воздухе без разрушения и характеризуется величиной разрушения нормируемого столба пены по высоте в единицу времени. Отход жидкости (отсек) также характеризует стойкость пены и выражается в ем3 жидкости, скопляющейся под пеной, в единицу времени. Кратность пены (выход) показывает, во сколько раз объем ее больше первоначального объема водного раствора пенообразователя. Пена должна быть устойчивой, прочной, вязкой, однородной, мелкоячеистой структуры и белого цвета.
3. Приготовление ячеистых смесей а) Приготовление газобетонных смесей Газобетонную смесь получают смешиванием цементного раствора с газообразователем, выделяющим газ, вспучивающий раствор. Сначала приготовляют цементный (известковый) раствор, затем смешивают его с порообразователем. Газобетонные смеси приготовляют в растворомешалках. Целесообразно применять, растворомешалки пропелерного типа с перемешивающим устройством в виде системы лопастей, насаженных на вертикальный вал, имеющий 50—80 об/мин. Можно применять мешалки с горизонтально расположенным валом перемешивающего механизма. Емкость мешалок— от 250 до 6000 л в зависимости от масштаба производства. В мешалку при включенном перемешивающем устройстве заливают воду, а при мокром помоле песка загружают шлам молотого песка, разбавленный водой. Затем подают вяжущее и наполнители и после предварительного перемешивания и получения однородной смеси - газообразователь. При использовании алюминиевой пудры допускается загрузка в растворомешалку вначале воды с молотым песком или со шламом молотого песка, затем алюминиевой пудры и после этого вяжущего. Производство газобетонной смеси может быть осуществлено по одной из трех технологических схем (табл. 3).
Таблица 3 Технологические схемы производства газобетонной смеси
Как правило, для приготовления газобетонной смеси применяют передвижные растворомешалки. На рис. 33 показан один из типов таких растворомешалок — мешалка-раздатчик СМ-553, установленная на самоходную тележку. 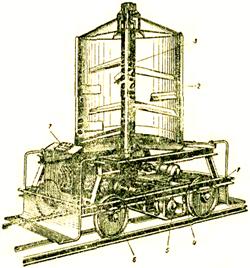 Рис. 33. Мешалка-раздатчик газобетонной смеси СМ-353: 1 — самоходная тележка, 2 – резервуар, 3 – лопастный вал, 4 – привод мешалки. 5 – привод механизма передвижения, 6 – кабельный барабан, 7 – пульт управления
Для улучшения перемешивания смеси внутри корпуса мешалки по ее высоте между лопастями укреплена отбойные плоскости, удерживающие смесь от вращения вместе с вращающимися лопастями.
б) Приготовление пенобетонных смесей Пенобетонные смеси обычно приготовляют в трехбарабанных пенобетономешалках периодического действия с механическим способом перемешивания. В соответствующих барабанах этих мешалок взбивается пена, приготовляется раствор (смесь вяжущего, кремнеземистого компонента и воды) и смешивается пена с раствором. При небольших объемах производства пенобетонную смесь можно приготовлять в двухбарабанных мешалках. В этом случае в одном барабане (верхнем) приготовляется пена, а в другом — раствор, который смешивается с пеной. Имеются также пенобетономешалки непрерывного действия и мешалки, в которых пена приготовляется с помощью сжатого воздуха; однако эти агрегаты серийно не изготовляются и применяются в ограниченном количестве. Трехбарабанные пенобетономешалки изготовляются серийно емкостью 125, 250, 500 (рис. 34) и 750 л. Перемешивающие устройства пенобетономешалок: во взбивателе—лопасти с проволочной сеткой, в растворном барабане —лопасти с наклонными лопатками шнекового типа и в смесителе — лопасти, смешивающие пену с раствором. Тюменский завод серийно изготовляет пенобетономешалки СМ-578 емкостью 750 л (рис. 35) и Л-315 емкостью 500 л (рис. 36) с автоматической дозировкой цемента (извести).
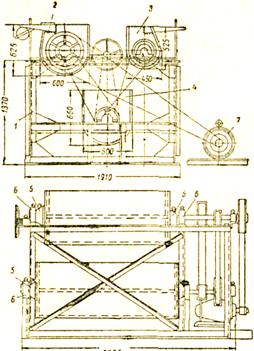 Рис. 34. Трехбарабанная пенобетономешалка емкостью 500 л / — станина, 2 — барабан пеновзбивателя, 3 — растворный барабан, 4 — смеситель, 5— полые втулки, 6 — подшипники, 7 — электромотор 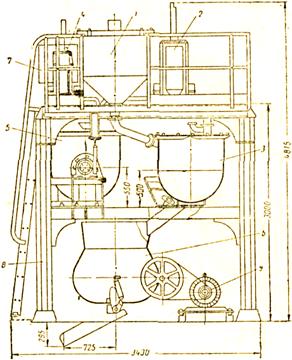 Рис. 35. Пенобетономешалка СМ-578 емкостью 750 л: / — дозатор шлама, 2 — дозатор воды, 3 — растворомешалка, 4 — дозатор пенообразователя; 5 — пеповзбиватель, 6 — смеситель ячеистой массы, 7 - дозатор воды для пенообразователя, 8 — рама, 9 — привод смесителя 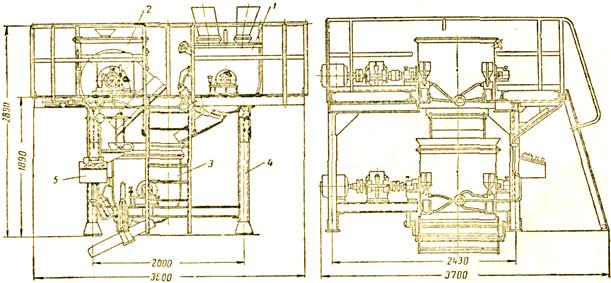 Рис. 36. Пенобетономешалка Л-315 емкостью 500 л I — растворомешалка, 2 — пеновзбиватель, 3 — смеситель ячеистой смеси, 4 — рама, 5 — пульт управления 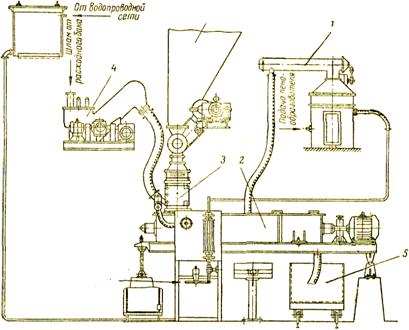 Рис. 37. Агрегат СМ-863 для непрерывного приготовления пеноячеистой смеси с пневмомеханическим пеногенератором: / — пеногенератор, 2—смеситель, 3 — дозатор цемента, 4 — дозатор шлама, 5 — выдача пеноячеистой смеси
Агрегат для непрерывного приготовления пенобетонной смеси СМ-863 состоит из пеногенератора, смесителя и дозирующих устройств. Пеногенератор обеспечивает непрерывное приготовление и выдачу пены; производительность регулируется изменением расхода воздуха. Пеногенератор состоит из корпуса, поплавкового устройства для поддержания уровня пенообразователя, устройства для подачи воздуха и рассекателя пены с приводом. Цементно-песчачый раствор приготовляется и перемешивается с пеной в двухвальном смесителе, который представляет собой корытообразную мешалку с непрерывными винтовыми лопастями. Дозировка песчаного шлама производится дозатором непрерывного действия, представляющим собой ленточно-ковшовый транспортер, дозировка цемента — объемным дозатором ячейкового типа. Проектная производительность смесителя — до 15 м3/ч.
7.4.5. Формование изделий из ячеистых бетонных смесей. Формование изделий из ячеистых бетонных смесей состоит из следующих операций: подготовки форм, подготовки и укладки арматуры, заливки смеси, предварительного выдерживания изделий, тепловлажностной обработки (обычно — в автоклавах), распалубки, остывании изделий, отделки готовых изделий, вывозки на склад.
1. Подготовка форм Изделия из автоклавного ячеистого бетона следует формовать только в металлических формах, имеющих достаточною жесткость. Для небольших изделии целесообразно применение многосекционных форм кассетного типа, обладающих повышенной жесткостью. Особое внимание должно быть уделено сопряжению элементов форм во избежание вытекания ячеистой смеси или выделения из нее воды. Герметичность должна быть обеспечена конструкцией форм и точностью пригонки бортов, а в необходимых случаях промазкой стыков солидолом или петролатумом либо проклейкой крафт-бумагой. Допускается также устройство термостойких упругих прокладок. Подготовка форм состоит из чистки, проверки размеров и качества рабочих поверхностей (вмятины и прочие дефекты), проверки герметичности сопряжений, смазки. Составы для смазки форм и технология смазки такие же, как и при производстве изделий из тяжелых бетонов или легких бетонов на пористых заполнителях. Расход смазки на 1 м2 рабочей поверхности форм 400 г.
|