10. Кассетно-стендовая технология
10.1. Характеристика кассетно-стендовой технологии.
10.2. Кассетная установка и принцип ее работы.
10.3. Особенности технологии.
10.4. Технологические расчеты.
10.5. Преимущества и недостатки кассетной технологии.
10.1. Характеристика кассетно-стендовой технологии.
Кассетный способ производства заключается в формовании изделий в вертикальном положении в стационарных разъемных металлических групповых формах-кассетах, где изделия остаются до приобретения бетоном необходимой прочности. Рабочие, формующие изделия, в процессе производства перемещаются от одной кассетной формы к другой.
При формовании изделий в вертикальном положении достигается высокая точность их размеров и хорошее качество поверхности, т.е. изделия получаются гладкими и нуждаются лишь в незначительной обработке (шпаклевке), что особенно важно при формовании внутренних стеновых панелей, так как обе стороны таких изделий являются лицевыми.
10.2. Кассетная установка и принцип ее работы.
Кассетная установка, как правило, состоит из станины, пакета кассетных форм и машины для сборки и разборки формовочных отсеков.
Пакет кассетных форм представляет собой набор отсеков, разделенных между собой разделительными стенками и паровыми отсеками (паровые рубашки).
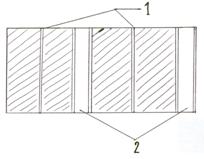
Рис. 55. Схема пакета кассетных форм:
1 - разделительные стенки; 2 – паровые отсеки.
Паровой отсек представляет собой замкнутую полость. Между паровыми отсеками должно быть не более двух изделий.
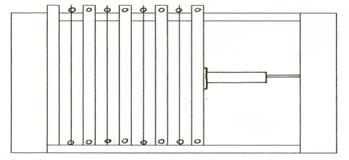
Рис. 56. Кассетная установка
Станина имеет 4 стойки, соединенные опорными рамами, на которые опираются механизмы перемещения и зажима разделительных стенок кассеты. Станина воспринимает распорные усилия, возникающие при формовании и вибрировании бетонной смеси.
Принцип работы:
Передняя стенка отодвигается при помощи гидравлического привода, затем вынимается изделие, а передняя стенка передвигается в исходное положение.
Далее специальными захватами сцепляется передняя стенка и вторая и отодвигаются вместе.
Затем вынимается второе изделие и т. д.
На торцах разделительных стенок имеются консоли, на которых установлены вибраторы:
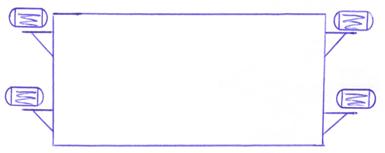
Рис. 57. Схема расположения вибраторов на торцах разделительных стенок кассетной установки
10.3. Особенности технологии.
Особенности технологии связаны с конструкцией формы и заключаются в необходимости укладки, уплотнении бетонной смеси, а также ТВО в узкой и высокой (щелеобразной) полости рабочих отсеков. В связи с этим предъявляются следующие требования:
- ограничение наибольшей крупности заполнителя в зависимости от толщины изделия (10 – 20 мм);
- необходимость использования высокоподвижных, литых смесей;
- дополнительное уплотнение бетонной смеси (использование глубинных вибраторов);
- при формовании уровень бетонной смеси во всех отсеках должен быть одинаков во избежание деформации стенок отсеков.
Кроме этого для кассетной технологии характерно следующее:
1) повышенный расход цемента;
2) возможность расслоения бетонной смеси;
3) бетон находится в «обойме», поэтому при ТВО не нужна предварительная выдержка изделий, таким образом можно сократить время ТВО и увеличить оборачиваемость кассетной установки.
При кассетной технологии рекомендуется применять «повторное вибрирование», то есть во время ТВО рекомендуется временно включать вибраторы (пока бетонная смесь не схватилась и способна к обратимым деформациям).
Для того, чтобы распалубка отсеков происходила легко необходимо боле качественно очищать отсеки кассетной установки.
По сравнению с другими способами производства чистка кассет является более трудоемкой операцией и занимает около 8 – 10 % продолжительности цикла.
10.4. Технологические расчеты.
1) Определяется продолжительность оборота кассетной установки:
, (65)
, (66)
где - продолжительность подготовки операций:
- распалубка;
-
|
чистка;
- смазка;
- сборка кассет;
- армирование;
- продолжительность формования изделия;
- продолжительность вибрирования;
- время тепловой обработки.
В данной формуле основным фактором является ТТВО, т. к. составляет 70 – 80 % от общего технологического цикла.
ТТВО зависит от:
- режима ТВО;
- В/Ц бетонной смеси;
- способов управления тепловым процессом.
t0 = резерв времени на неучтенные операции.
2) Оборачиваемость кассет в сутки:
, (67)
3) Производительность кассетной установки:
, (68)
где - годовой фонд рабочего времени, сут;
- объем одного изделия;
- количество изделий в кассете.
4) Количество кассетных установок:
, (69)
где - коэффициент использования оборудования (с учетом планово-предупредительных ремонтов и обслуживание кассетной установки), = 0,95.
5. Преимущества и недостатки кассетной технологии.
Преимущества:
- изделия имеют гладкую, хорошего качества поверхность;
- изделия имеют высокую точность геометрических размеров;
- позволяет снизить время ТВО;
- изделия можно транспортировать при 50 % прочности (распалубочная прочность), так как изделия формуются в вертикальном положении, и не требует дополнительного армирования связанного с монтажными работами;
- требуется меньше трудозатрат на отделку изделий.
Недостатки:
- применение наиболее подвижных смесей;
- перерасход цемента;
- изделия имеют неравномерную прочность по высоте.