12. Формы и формовочная оснастка
12.1. Назначение форм и формовочной оснастки.
12.2. Классификация форм.
12.3. Технологические требования к формам.
12.4. Конструктивные элементы форм.
12.1. Назначение форм и формовочной оснастки.
Назначение форм и формовочной оснастки заключается в придании уплотняемой бетонной смеси требуемых очертаний и геометрических размеров, соответствующих проектным параметрам.
В зависимости от способа производства, вида бетонной смеси, типа изделий форма или оснастка снимается в различные периоды времени:
- непосредственно после формования (бортовая оснастка);
- после приобретения изделием распалубочной прочности или достижении им 70 % проектной прочности (форма).
От качества форм зависят не только геометрические размеры изделий и внешний вид, но и:
- плотность;
- прочность бетона;
- трещиностойкость изделий;
- жесткость изделий;
- конечный выгиб ПН конструкций.
12.2. Классификация форм.
1) В зависимости от организации технологического процесса:
- неподвижные (стендовые) – собираемые на формовочных стендах;
- перемещаемые (передвижные и переносные) – перемещаются краном или на вагонетках.
2) В зависимости от условий работы:
- силовые (напрягаемые) – усилие от натяжения арматуры передается на упоры формы;
- несиловые (ненапрягаемые).
3) В зависимости от числа изделий одновременно изготавливаемых в форме:
- одиночные – индивидуальные – на одно изделие;
- групповые – для нескольких изделий.
4) В зависимости от вида изделий:
- линейные (b £ 2h; L ³ 15h);
- плоскостные (b> 2h);
- стеночные (b £ 2h; L < 15h);
- трубчатые;
где L – длина; b – ширина; h – высота изделия в положении формования.
5) В зависимости от расположения изделий при формовании:
- горизонтальные;
- вертикальные – кассетные.
6) В зависимости от материала, из которого изготовлены формы:
- металлические (стальные, алюминиевые) формы;
- железобетонные формы;
- деревянные формы;
- комбинированные формы;
- стеклопластиковые формы.
Деревянные формы:
Рабочие поверхности имеют полимерное покрытие, остальные поверхности покрывают специальными составами, препятствующими проникновению влаги.
Рабочие поверхности как правило изготавливают из брусьев и досок, для форм повышенного качества из специальной фанеры.
Деревянные формы не обладают стабильностью размеров и достаточной оборачиваемостью, поэтому имеют ограниченное применение.
Стеклопластиковые формы:
Целесообразно применять для изготовления фасадных изделий с рельефом.
Также формы изготавливаются в виде оболочки толщиной 5 – 8 мм с ребрами жесткости, для снижения деформативности.
При изготовлении больших форм, помимо оболочки изготавливается несущая конструкция в виде стального или деревянного поддона – комбинированные формы.
Железобетонные формы:
Наиболее доступны по применяемым материалам и стоимости. Рабочая поверхность может иметь полимерный слой, может быть и без него.
Рекомендуется использовать железобетонные формы для изготовления изделий различного назначения и очертаний.
7) В зависимости от конструкции:
- с поддонами;
- бортовые формы (бортовая оснастка);
- специальные конструкции форм.
8) В зависимости от конструктивных особенностей, связанных с освобождением изделий:
- неразъемные;
- сборно-разборные;
- шарнирно-открывающими бортами;
- отодвигающимися бортами.
12.3. Технологические требования к формам.
В процессе эксплуатации к формам и формовочной оснастке предъявляют ряд требований, основными из которых являются:
1) соблюдение проектных размеров изделий;
2) получение гладких высококачественных поверхностей;
3) минимум трудовых затрат на съем готового изделия и сборку – разборку форм;
4) соответствие габаритов и массы форм параметрам технологического оборудования;
5) обеспечение минимального влияния на качество изделий деформаций формы при тепловой обработке и напряжении арматуры.
Трудоемкость съема готового изделия зависит от конструктивного решения узлов форм, применения специальных устройств, тщательной очистки формы от остатков бетона предыдущего формования и надлежащей смазки поверхностей формы.
В избежания заклинивания изделий боковыми поверхностями форм необходимо придавать уклон от 1:10 до 1:20 в сторону съема изделия.
Уменьшение площади соприкосновения формы с бетоном при извлечении изделия достигается за счет:
- открывания бортов;
- удаления вкладышей;
- удаления съемных стенок.
12.4. Конструктивные элементы форм.
Наибольшее распространение получили формы с поддонами и бортами. Эти формы предназначены для изготовления: плит, балок, колонн и т. д.
Как правило, такие формы состоят:
1) Поддоны:
- конструируют по балочной схеме из швеллеров № 14 – 18 и листовой стали толщиной 8 –10 мм.
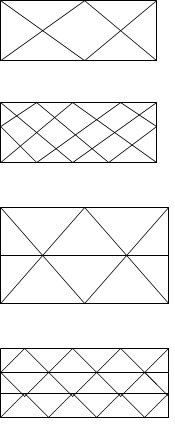
Рис. 60. Раскосная одинарная решетка
Рис. 61. Раскосная двойная решетка
Рис. 62. Раскосная решетка с одной продольной балкой
Рис. 63. Раскосная решетка с двумя продольными балками
Раскосная решетка в поддонах значительно увеличивает жесткость конструкции.
1) Поддоны с выгибом:
- предназначены для изготовления ПН конструкций.
Они обеспечивают восприятие сил натяжения арматуры за счет предварительного выгиба поддона тягами.
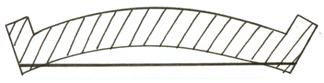
Рис. 64. Выгиб поддона тягами
Число и диаметр тяг определяют расчетом.
Выгиб поддона погашается при натяжении арматуры.
Конструкция поддона формы должна обеспечивать минимальный эксцентриситет между осью напрягаемой арматурой и центральной плоскостью сечения формы; для снижения (уменьшения) момента изгибающего форму:
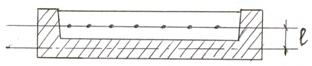
Рис. 65. Конструкция поддона: ось напрягаемой арматуры и центральная плоскость сечения формы не совпадают
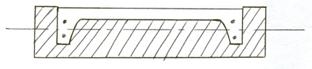
Рис. 66. Конструкция поддона: ось напрягаемой арматуры и центральная плоскость сечения формы совпадают
2) Бортовые элементы:
- выполняют из швеллеров, уголков или составными из листов и уголков.
Борта к поддонам, как правило, крепят пластинчатыми или трубчатыми шарнирами.
Продольные и поперечные борта форм скрепляют между собой замками различной конструкции.
Наиболее простыми являются накидные замки. Могут применяться также натяжные и другие устройства.
Резьбовые замки натяжного типа обеспечивают плотное соединение бортов.
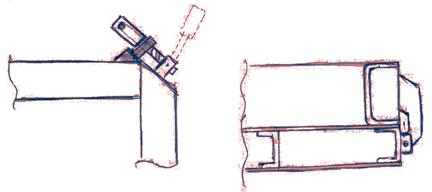
Рис. 67. Резьбовые замки натяжного типа
3) Подъемные петли или скобы для подъема формы при транспортировании:
- приваривают к поддону на расстоянии 1/5 длины формы, от ее концов. Конструкция скоб не должна увеличивать габариты формы.
4) Вкладыши для дверных, оконных проемов:
- могут быть съемными или несъемными, которые приварены к поддону.
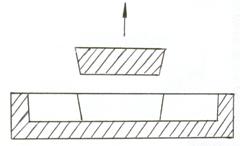
Рис. 68. Съемный вкладыш
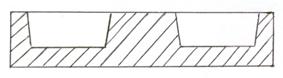
Рис. 69. Несъемный вкладыш